KGO Group Ltd., provides a unique self-contained Custom Packaged Water Treatment System for SNF Canada.
This 53’ vessel was built for a remote Mining location in Northern Quebec; it is being used to treat a waste pond, feeding dry polymer and a basic coagulant for a flow rate of 20,000 l/m (5000 gpm). KGO Group was contracted by SNF Canada to design and build the complete structure.
The unit was built to withstand extreme weather conditions, we insulated for – 40 – + 30°C temperatures spray foam and HD cladding used to achieve an R7 rating.
Also included:
- Temperature controlled heating system
- Louvered Fan air circulation system
- Indoor and outdoor lighting,
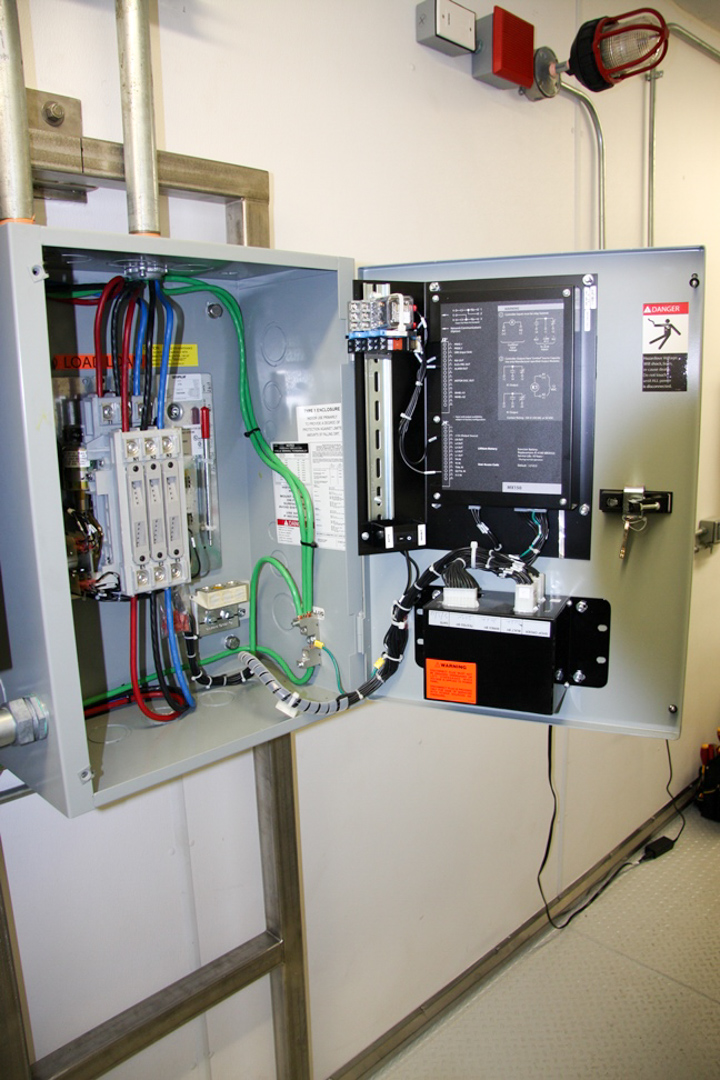
- Fire, smoke, overflow and flood protection devices and alarm panel
- Weather proof outdoor alarm devises
- Checker plate flooring







What are we doing?
We are treating 20,000 liters per minute of wastewater with a powdered flocculant with a very short retention time; the client will also introduce an organic material as required.
The dry polymer system is using treated filtered process water stored in a water supply tank within the vessel; the dilution water is fed to the make down system by an integral booster pump. The polymer system is a standard SNF Canada “fully automatic” FloVac Vacuum type wetting system which effectively wets, and minimizes dusting issues maintaining a high level of safety and polymer performance. The polymer is mixed and aged in a SS steel tank, transferred via a Flexible Impeller Pump to a separate application tank and fed to the process using a duplex Roto Progressive Cavity Pump system. All piping, and skid material is constructed with 316 & 304 SS materials.
The 10 m³ baffled treatment tank incorporates a 20” flanged inlet, outlet and overflow system, we mounted two – 5 HP TripKO agitators with dual – 35” high flow propellers providing efficient moderate mixing. Ultra-sonic, high-high level and flood monitoring controls offer excellent vessel safety and ensures a smooth process operation.
All controls panels were designed built and programmed by our electrical control department, they used a Modicon Quantum PLC a Magelis HMI, and ABB VFD’s, most other electrical components were Allen Bradley all items are CSA certified including all system and vessel wiring.
KGO Designed and Supplied Components Include:
- TripKO brand volumetric screw feeder
- Dry storage hopper
- TripKO brand agitators
- Electrical Controls and Programing
We also submitted all drawing using AutoCAD 3D (updated to Inventor), fully indexed Adobe O&M Manuals, including all supplier documents, spare parts and safety information.
KGO has built additional container and chemical feed systems for Global Mining, Pulp & Paper & Municipal Projects.
Special thanks to,
Al Struyk, Senior Project & Applications Manager
Shane Beauregard, Programing & Electrical,
David Pubrat, Engineering Manager.